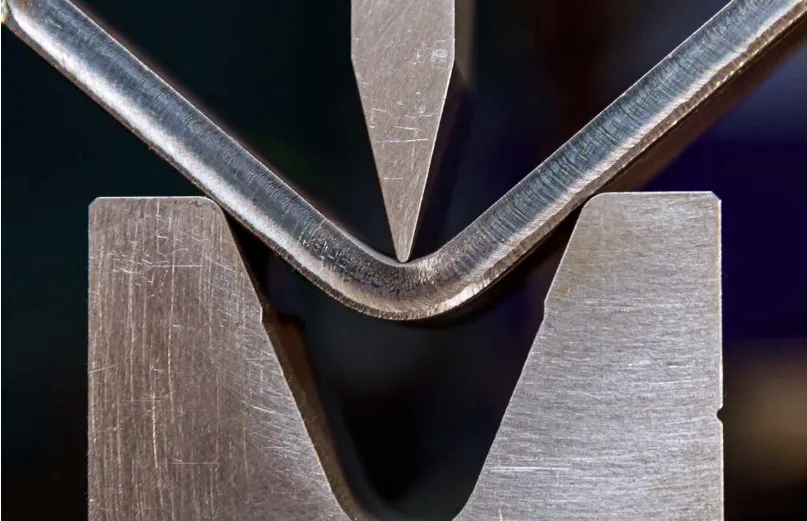
Sheet metal bending stands as one of the most fundamental and versatile manufacturing processes in modern industry, enabling the transformation of flat metal sheets into complex three-dimensional components through controlled plastic deformation. This critical fabrication method relies on precise force application to create permanent angular changes in the workpiece while maintaining material integrity and dimensional accuracy. The physics behind bending involves complex stress distributions, with compressive stresses dominating the inner radius area and tensile stresses affecting the outer radius, while the neutral axis remains theoretically unchanged in length. Modern bending technologies achieve remarkable precision, with angular accuracies within ±0.5° and positional repeatability of ±0.1mm, making the process indispensable for producing everything from simple brackets to intricate enclosures across virtually every manufacturing sector. The bending process interacts uniquely with different materials, requiring careful consideration of metal properties including yield strength, elongation percentage, and hardness characteristics. Common bendable materials range from mild steel (typically 0.5-6mm thickness) to specialized aluminum alloys (particularly the 3003 and 5052 series), stainless steels (304 and 316 grades being most common), and various copper/brass compositions. Each material presents distinct challenges and opportunities, with critical parameters including minimum bend radius (usually 0.5-2.5× material thickness), anisotropy characteristics, grain direction relative to bend axis, and springback behavior (typically 2-15° depending on material composition). The K-factor, representing the ratio of neutral axis position to material thickness (typically 0.3-0.5), serves as a fundamental variable in accurate bend allowance calculations and directly impacts the precision of final part dimensions.
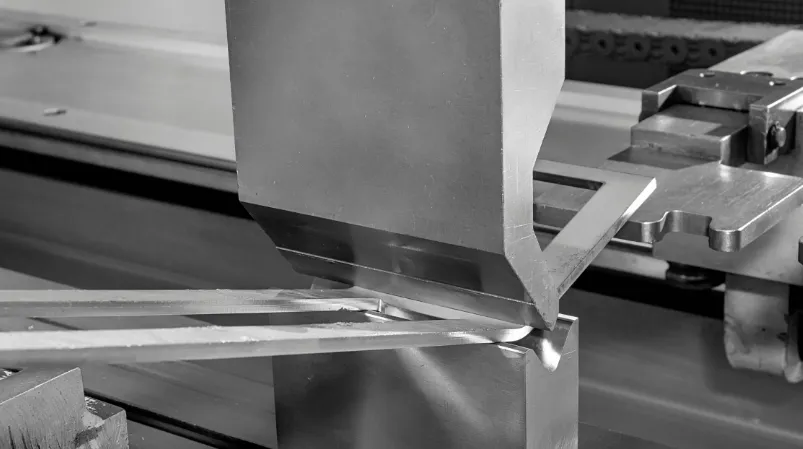
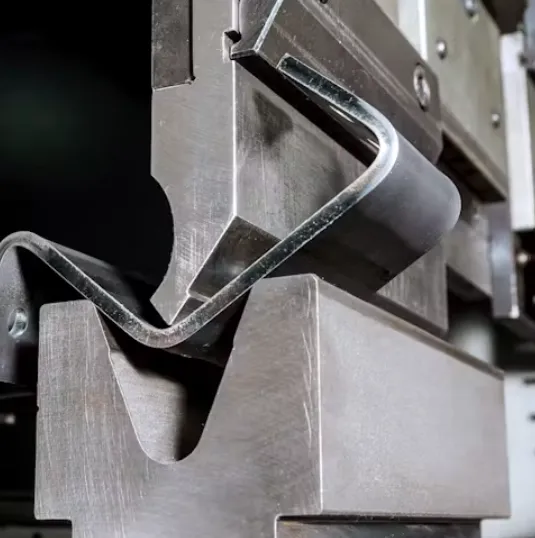 The sheet metal bending industry has developed multiple specialized methods to accommodate diverse production requirements, each with unique advantages and applications. Press brake bending, the most common industrial approach, utilizes matched punch and die sets with tonnage requirements ranging from 10-2000 tons depending on material thickness and bend length. Modern CNC press brakes represent the pinnacle of this technology, achieving positioning accuracy of ±0.01mm while incorporating advanced features like hydraulic crowning systems to compensate for deflection across long bending lengths. Folding machines offer an alternative approach, employing clamping beams and folding blades to create precise bends, particularly effective for large panels and box-type components where sequential bending operations are required without frequent retooling. For curved sections, three-roll pyramid configuration roll bending machines dominate, capable of handling material up to 100mm thick while maintaining consistent curvature, though limited by a minimum diameter of approximately 20× the roll diameter. Rotary bending systems have emerged as a specialized solution for sensitive applications, applying localized pressure through rotating tools to minimize surface marking – particularly valuable when working with pre-painted or finished materials. Each method requires careful tooling selection, with bending tool systems consisting of upper tools (punches) in various profiles (acute, gooseneck, radius) and lower tools (dies) whose V-opening determines minimum achievable flange length. Specialized tooling exists for operations like hemming, curling, and beading, with selection criteria including die opening (typically 6-12× material thickness), punch radius (0.5-2× material thickness), tool material (from standard tool steel to premium carbide options), and surface finish requirements (polished surfaces being critical for sensitive materials). Modern quick-change tooling systems have revolutionized setup efficiency, reducing changeover time by 70-90% compared to conventional systems through sophisticated tool identification and positioning technologies.
The sheet metal bending industry has developed multiple specialized methods to accommodate diverse production requirements, each with unique advantages and applications. Press brake bending, the most common industrial approach, utilizes matched punch and die sets with tonnage requirements ranging from 10-2000 tons depending on material thickness and bend length. Modern CNC press brakes represent the pinnacle of this technology, achieving positioning accuracy of ±0.01mm while incorporating advanced features like hydraulic crowning systems to compensate for deflection across long bending lengths. Folding machines offer an alternative approach, employing clamping beams and folding blades to create precise bends, particularly effective for large panels and box-type components where sequential bending operations are required without frequent retooling. For curved sections, three-roll pyramid configuration roll bending machines dominate, capable of handling material up to 100mm thick while maintaining consistent curvature, though limited by a minimum diameter of approximately 20× the roll diameter. Rotary bending systems have emerged as a specialized solution for sensitive applications, applying localized pressure through rotating tools to minimize surface marking – particularly valuable when working with pre-painted or finished materials. Each method requires careful tooling selection, with bending tool systems consisting of upper tools (punches) in various profiles (acute, gooseneck, radius) and lower tools (dies) whose V-opening determines minimum achievable flange length. Specialized tooling exists for operations like hemming, curling, and beading, with selection criteria including die opening (typically 6-12× material thickness), punch radius (0.5-2× material thickness), tool material (from standard tool steel to premium carbide options), and surface finish requirements (polished surfaces being critical for sensitive materials). Modern quick-change tooling systems have revolutionized setup efficiency, reducing changeover time by 70-90% compared to conventional systems through sophisticated tool identification and positioning technologies.

Precision bending requires meticulous control of numerous process parameters, each contributing to final part quality. Bend angle compensation remains paramount to account for material springback, with modern CNC systems employing real-time angle measurement using laser sensors to automatically adjust for variations. The sequencing of bends significantly impacts both dimensional accuracy and production efficiency, with complex parts often requiring sophisticated multi-step toolpaths. Other critical variables include tool penetration depth (determining the final bend angle), bending speed (typically maintained between 5-20mm/sec for optimal results), and backgauge positioning (achieving ±0.05mm repeatability in advanced systems). The calculation of bend allowance forms the foundation of accurate flat pattern development, with the fundamental formula incorporating π × (inner radius + K-factor × material thickness) × bend angle / 180. Contemporary CAD/CAM systems have largely automated these complex calculations, drawing from extensive material-specific databases to predict and compensate for material behavior during bending operations. Quality control in bending operations addresses several common defects through targeted solutions: cracking (mitigated by increasing bend radius or annealing material), springback (compensated through overbending or bottoming techniques), wrinkling (prevented by proper die width selection), bow and twist (corrected through tool alignment adjustments), and surface marking (minimized using protective films or polished tools). Inspection methodologies have evolved to match increasing precision requirements, with coordinate measuring machines (CMM), optical comparators, profile projectors, and specialized go/no-go gauges serving as primary verification tools in quality-critical applications.
The sheet metal bending industry continues to evolve through technological innovation, with several advanced methods expanding process capabilities. 3D panel bending systems utilize robotic manipulation to create complex geometries without dedicated tooling, dramatically increasing flexibility for low-volume production. Laser-assisted bending introduces localized heating to reduce springback effects and enable tighter radii, particularly effective when working with high-strength alloys that traditionally challenge conventional bending methods. Incremental bending techniques apply progressive deformation in small, controlled steps, significantly reducing tooling requirements while enabling rapid prototyping and short-run production. Perhaps most revolutionary, electromagnetic forming employs pulsed magnetic fields to achieve high-speed forming without mechanical contact, opening new possibilities for delicate or pre-finished materials. These advanced techniques complement traditional bending methods in industrial applications spanning automotive (body panels, structural components, EV battery enclosures), aerospace (aircraft skin panels, engine nacelles), electronics (equipment chassis, shielding components), construction (architectural elements, HVAC components), and medical equipment (device housings, surgical instrument parts). The bending process’s versatility ensures its continued relevance as manufacturing demands evolve, with ongoing developments in automation, real-time monitoring, and adaptive control systems pushing the boundaries of precision and efficiency in metal fabrication. As material science advances and product designs grow increasingly complex, sheet metal bending remains a cornerstone technology in the manufacturing landscape, adapting to new challenges while maintaining its fundamental role in transforming raw materials into functional components.