
Left-handed Milling Cutter
Left-handed milling cutters are typically chosen for high-precision machining needs. They are commonly used in the precision machining of mobile phone buttons, membrane switch panels, LCD panels, acrylic lenses, and other precision components. For high-demand applications, especially in the production and machining of mobile phone buttons or electrical panels, where high precision and smoothness are required, down-cutting left-hand rotation milling cutters are selected to avoid white edges on the cutting edge and burrs on the machined parts.
(3) Keyway Milling Cutter: Used for milling keyways and the like.
(4) Slot Milling Cutter and Saw Blade Milling Cutter: Used for milling various slots, sides, step faces, and sawing, etc.
(5) Special Slot Milling Cutter: Used for milling various special slot shapes, including shaped slot milling cutters, half-moon keyway milling cutters, dovetail slot milling cutters, etc.
(6) Angle Milling Cutter: Used for milling straight grooves, spiral grooves, etc., on milling tools.
(7) Mold Milling Cutter: Used for milling various mold convex and concave forming surfaces.
(8) Grouped Milling Cutter: Several milling cutters are combined into one group for milling complex forming surfaces, different surfaces of large parts, and wide surfaces, etc.
Shovel-tooth Milling Cutter: Some milling cutters require reshaping before grinding, maintaining their original shape. They are shaped with shovel teeth at the back, including disc groove milling cutters, convex semi-circular, concave semi-circular milling cutters, double-angle milling cutters, forming milling cutters, etc.
Climb Milling and Conventional Milling
There are two ways relative to the feed direction of the workpiece and the rotation direction of the milling cutter:
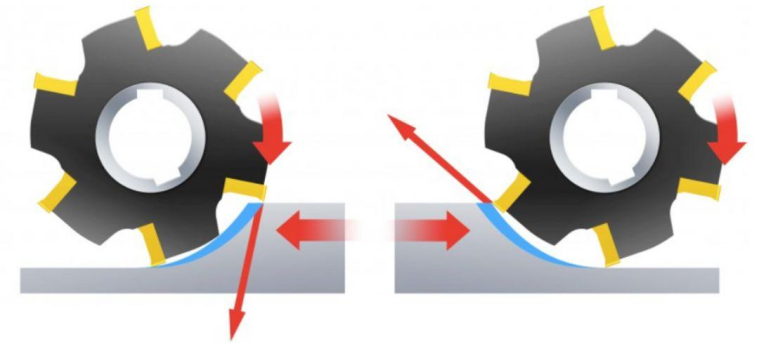
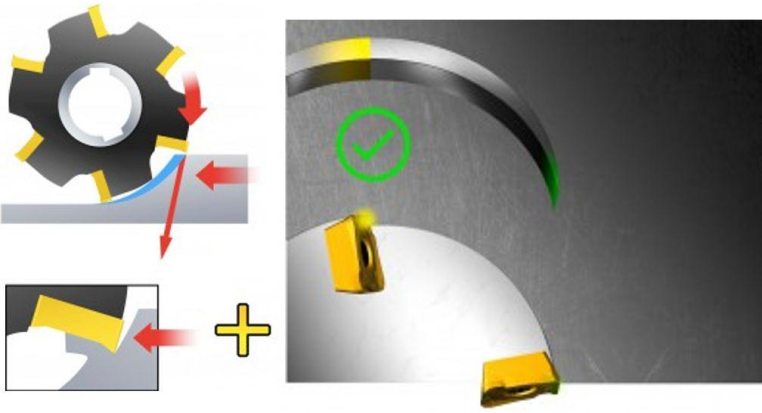
The first is climb milling, where the rotation direction of the milling cutter is the same as the feeding direction. The milling cutter grabs the workpiece and cuts the final chips at the beginning of the cut.
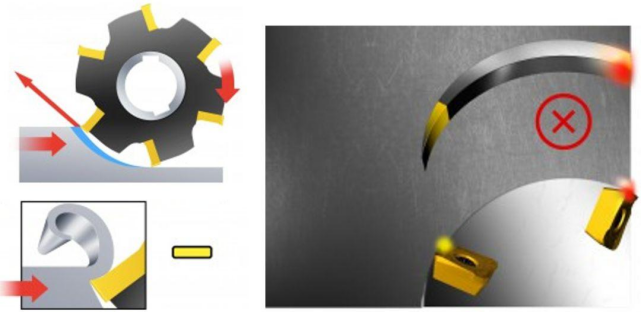
The second is conventional milling, where the rotation direction of the milling cutter is opposite to the feeding direction. The milling cutter must slide on the workpiece before starting the cut, starting with zero cutting thickness and reaching maximum cutting thickness at the end of the cut.
 This article is a repost from the internet, and the copyright belongs to the original author. If there are any copyright issues, please contact DSR. We will promptly negotiate copyright issues or delete content.
This article is a repost from the internet, and the copyright belongs to the original author. If there are any copyright issues, please contact DSR. We will promptly negotiate copyright issues or delete content.

