When it comes to manufacturing, machining processes are indispensable. Machining is the process of transforming raw materials into desired shapes, sizes, and surface qualities, covering various precision machining methods to meet the needs of different parts. The following will detail eight common machining processes.
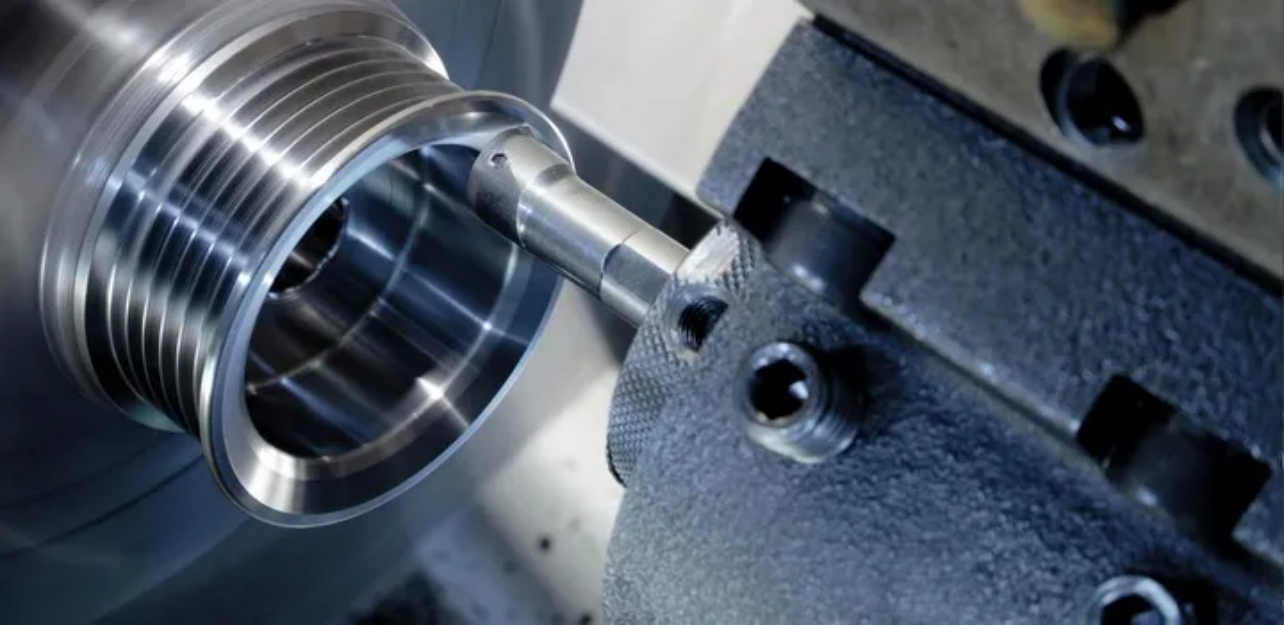
1.Turning:
Turning involves securing the workpiece on a rotating workpiece holding device and then using a tool to gradually cut material from the workpiece to obtain the desired shape and size. This method is suitable for manufacturing cylindrical parts such as shafts and sleeves. Turning methods and tool selection affect the final product’s shape and surface roughness. Turning can be divided into different types, including external turning, internal turning, facing, and threading.

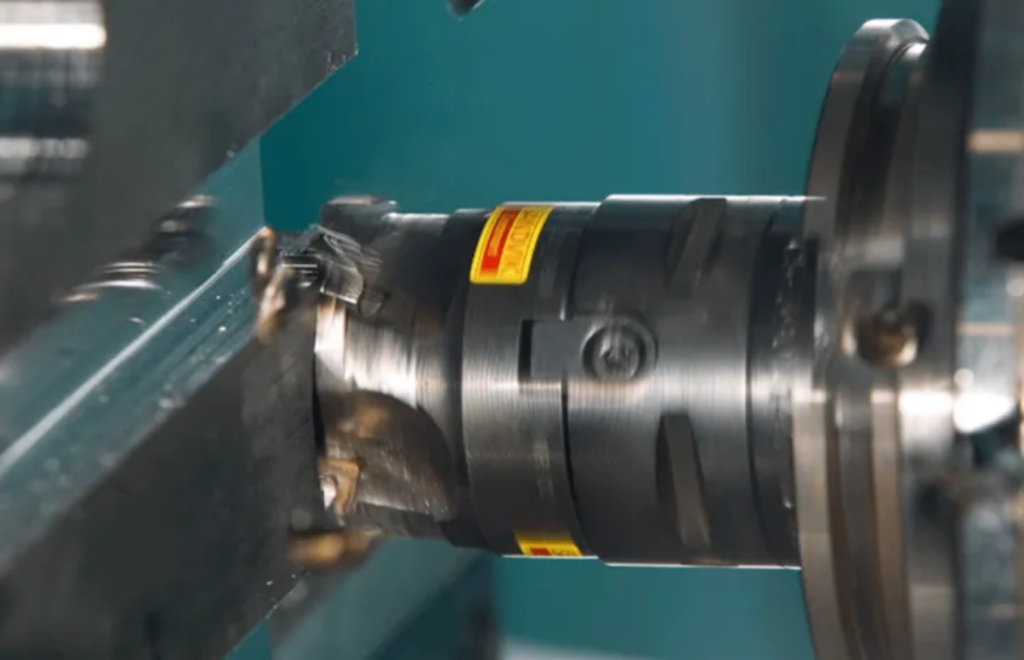
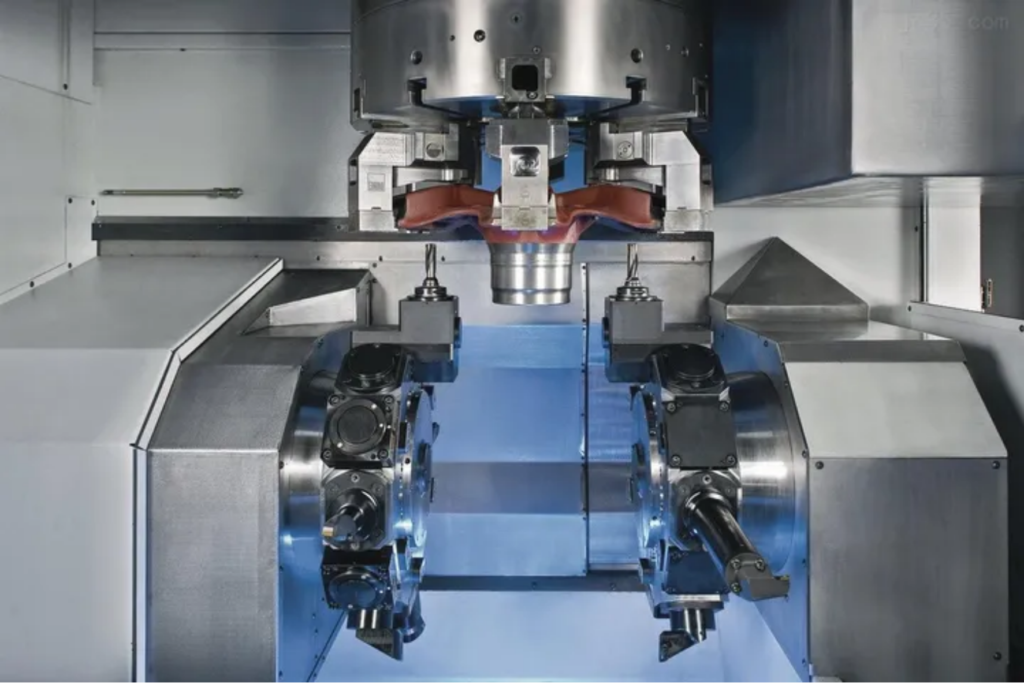
2.Milling:
Milling involves cutting material from the workpiece surface by rotating a tool, allowing for the manufacture of flat surfaces, contours, gears, and other complex part shapes. Milling includes flat milling, vertical milling, end milling, gear milling, and contour milling, each suitable for different machining needs.

3.Drilling:
Drilling involves cutting material from the workpiece using a rotating drill bit to create holes of the desired diameter and depth. It is widely used in manufacturing, construction, and repair fields and includes various types such as conventional drilling, center drilling, deep hole drilling, and multi-axis drilling.

4.Grinding:
Grinding involves gradually cutting or grinding material from the workpiece surface using abrasive tools to achieve the desired shape, size, and surface quality. It is commonly used for high-precision and high-surface-quality parts, such as molds, precision mechanical parts, and tools.Grinding is divided into surface grinding, external cylindrical grinding, internal cylindrical grinding, and profile grinding. Surface grinding is used to process flat workpiece surfaces to obtain smooth surfaces and precise dimensions. External cylindrical grinding is used to process the outer surfaces of cylindrical workpieces, such as shafts and pins. Internal cylindrical grinding is used to process the inner surfaces of holes, such as bores and axle holes. Profile grinding is used to process complex profile shapes, such as the cutting edges of molds and tools.

5.Boring:
Boring is commonly used to machine internal circular holes in workpieces by cutting with a rotating tool inside existing holes to achieve precise dimensions and flatness goals. Unlike drilling, which cuts material to form holes on the workpiece surface, boring cuts holes by inserting the tool into the workpiece. Boring is divided into manual boring and CNC boring. Manual boring is suitable for small-batch production and simple machining tasks, while CNC boring uses programmed paths, feed rates, and rotational speeds to achieve automated high-precision machining.
6.Planing:
Planing involves cutting material from the workpiece surface using a planer to achieve the desired flat surface, precise dimensions, and surface quality. It is commonly used for machining large workpieces’ flat surfaces, such as bases and beds. Planing provides a smooth surface for workpieces, making them suitable for mating with other components. Planing is typically divided into roughing and finishing stages. In the roughing stage, the planer removes material quickly with large cutting depths. In the finishing stage, the cutting depth decreases to achieve higher surface quality and dimensional accuracy. Planing is classified into manual and automatic types. Manual planing is used for small-batch production and simple machining tasks, while automatic planing employs automated machine tools to control the planer’s movement for a more stable and efficient machining process.

7.Broaching:
Broaching uses broaching tools to gradually deepen cuts, creating internal complex profiles. It is commonly used for machining workpiece contours, grooves, holes, and other complex shapes. Broaching can achieve high machining accuracy and surface quality, making it suitable for parts requiring high precision and good surface quality. It is generally classified into flat broaching, contour broaching, groove broaching, and hole broaching. Flat broaching is used to process flat workpiece surfaces to obtain smooth surfaces and precise dimensions. Contour broaching is used for machining complex profile shapes, such as molds and parts. Groove broaching is used to process grooves and channels, with cutting edges entering the workpiece and cutting along the workpiece surface. Hole broaching is used to machine the internal contours of holes, with cutting edges entering and cutting the inner surfaces of the holes.
8.Electrical Discharge Machining (EDM):
EDM cuts and machines conductive materials using electric arc discharge to obtain high-precision, complex-shaped parts, such as molds and tools. It is commonly used in the manufacturing of molds, plastic injection molds, aerospace engine parts, medical devices, and other fields. EDM is typically used for machining hard, brittle, or high-hardness materials that are difficult to cut with traditional machining methods, such as tool steel, hard alloys, and titanium alloys.

Main Characteristics of Electrical Discharge Machining:
- Non-contact Cutting: Unlike traditional mechanical cutting, electrical discharge machining is a non-contact machining method. There is no direct physical contact between the tool and the workpiece; instead, material removal occurs through electric arc discharge.
- High Precision: Electrical discharge machining achieves high precision machining, typically achieving sub-micron level dimensional accuracy. This makes it suitable for manufacturing molds, prototypes, and other precision parts that require high accuracy.
- Complex Shapes: Because electrical discharge machining is a non-contact machining method, it can be used to machine highly complex shapes, including internal contours, small holes, and slots.
- Suitable for High Hardness Materials: Electrical discharge machining is suitable for materials with high hardness because it does not rely on the hardness of cutting tools used in traditional cutting methods.
These are the main characteristics of electrical discharge machining. Each machining process has its specific applications and advantages. The choice of the appropriate process depends on the material, shape, size, and surface requirements of the part.


