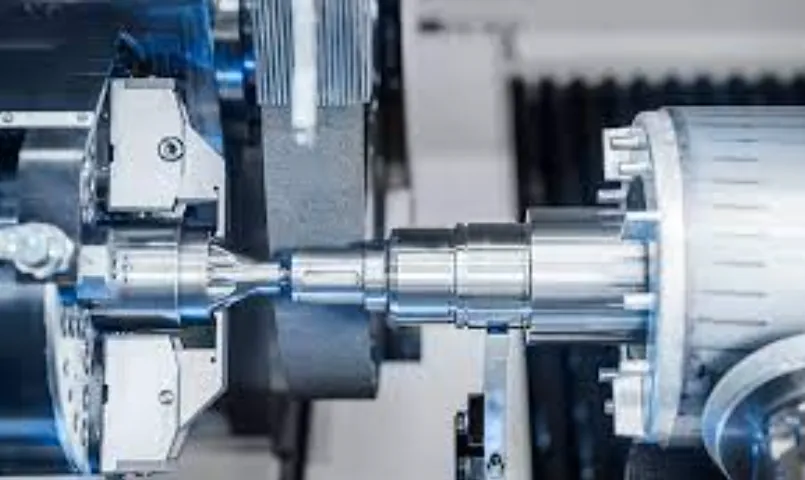
CNC grinders represent a specialized class of machine tools designed for high-precision material removal using abrasive processes, achieving surface finishes as fine as 0.1μm Ra and dimensional tolerances within ±0.5μm in production environments. These machines employ computerized numerical control to automate complex grinding cycles, with modern systems capable of simultaneously coordinating up to 9 axes of motion for intricate contour grinding applications. The mechanical architecture of CNC grinders features exceptionally rigid constructions, often utilizing polymer concrete or thermally stabilized cast iron bases that maintain geometric accuracy despite cutting forces that can exceed 500N during heavy stock removal operations. Precision spindle systems rotate grinding wheels at speeds ranging from 1,500 RPM for large cylindrical work to 60,000 RPM for micro-grinding applications, with hydrostatic or aerostatic bearings maintaining rotational accuracy below 0.1μm TIR (Total Indicated Runout). Linear motion systems incorporate hardened and ground guideways paired with hydrostatic or recirculating ball screws, achieving positioning resolutions of 0.1μm through high-resolution linear encoders that provide closed-loop feedback to the CNC system.
The control systems governing CNC grinders utilize specialized software algorithms to manage the unique requirements of abrasive processes, including continuous wheel dressing compensation and adaptive feed rate control based on real-time power monitoring. Modern CNC grinding controls feature surface speed regulation that automatically adjusts workpiece RPM to maintain optimal cutting velocity as wheel diameter diminishes from dressing operations. Advanced machines incorporate in-process gaging systems that measure part dimensions during grinding cycles, with the CNC making real-time corrections to compensate for thermal growth or wheel wear – typically achieving size control within 0.2μm over production runs. The human-machine interface includes grinding-specific functions such as wheel balancing routines, dressing parameter optimization, and spark-out cycle configuration, presented through touchscreen displays that show real-time graphical representations of wheel and workpiece interactions. Safety systems monitor critical parameters including spindle vibration (typically maintained below 0.5 mm/s RMS), coolant flow rates (often 50-200 L/min at pressures to 40 bar for high-efficiency grinding), and wheel integrity through acoustic emission sensors that detect potential fractures before catastrophic failure occurs.
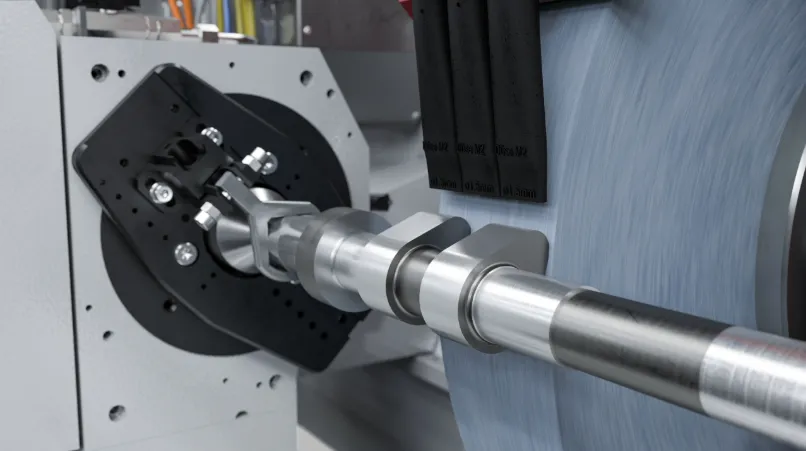
Grinding wheel technology forms a critical component of CNC grinding systems, with wheel specifications carefully matched to material removal requirements. Conventional abrasive wheels utilize aluminum oxide or silicon carbide grains in vitrified bonds for general-purpose grinding, while superabrasive wheels employing CBN (cubic boron nitride) or diamond abrasives in metal or resin bonds dominate precision applications. Wheel diameters range from 3mm for micro-tool grinding to over 1m for large roll grinders, with peripheral speeds varying from 20 m/s for delicate surface grinding to 160 m/s for high-efficiency deep grinding processes. The CNC systems precisely manage wheel dressing operations using single-point diamond or rotary dressers, maintaining optimal wheel topography by removing bond material to expose fresh abrasive grains – a process controlled to accuracies of 1μm in depth of cut. Coolant delivery systems are engineered to penetrate the grinding zone effectively, with nozzle designs creating laminar flow at velocities matching wheel surface speed to overcome air barriers created by rotating wheels. Filtration systems maintain coolant cleanliness to sub-10μm particle levels, critical for preventing workpiece contamination and preserving machine component longevity.
 CNC grinders are manufactured in numerous configurations to address specific industrial requirements. Cylindrical grinders, both external and internal types, machine rotational symmetric components with diameters from 0.5mm to several meters, achieving roundness tolerances below 0.25μm. Surface grinders utilize reciprocating or rotary table designs for flat workpiece production, with some vertical spindle models capable of parallelism within 1μm over 300mm lengths. Centerless grinders excel at high-volume production of cylindrical components, using regulating wheels and workrest blades to position parts during grinding at rates exceeding 500 pieces per hour. Tool and cutter grinders feature multiple programmable axes to create and sharpen complex cutting tool geometries, maintaining cutting edge angles within 0.1° accuracy. Specialized CNC grinders exist for unique applications: thread grinders producing precision leadscrews with pitch errors below 3μm per 300mm, gear profile grinders maintaining tooth form accuracy to AGMA 12 standards, and optical lens grinders generating spherical surfaces with 0.1-wave surface accuracy. Each machine configuration incorporates tailored CNC functions specific to its grinding process while sharing core precision motion control capabilities.
CNC grinders are manufactured in numerous configurations to address specific industrial requirements. Cylindrical grinders, both external and internal types, machine rotational symmetric components with diameters from 0.5mm to several meters, achieving roundness tolerances below 0.25μm. Surface grinders utilize reciprocating or rotary table designs for flat workpiece production, with some vertical spindle models capable of parallelism within 1μm over 300mm lengths. Centerless grinders excel at high-volume production of cylindrical components, using regulating wheels and workrest blades to position parts during grinding at rates exceeding 500 pieces per hour. Tool and cutter grinders feature multiple programmable axes to create and sharpen complex cutting tool geometries, maintaining cutting edge angles within 0.1° accuracy. Specialized CNC grinders exist for unique applications: thread grinders producing precision leadscrews with pitch errors below 3μm per 300mm, gear profile grinders maintaining tooth form accuracy to AGMA 12 standards, and optical lens grinders generating spherical surfaces with 0.1-wave surface accuracy. Each machine configuration incorporates tailored CNC functions specific to its grinding process while sharing core precision motion control capabilities.
Industrial applications of CNC grinders span critical manufacturing sectors where superior surface integrity and dimensional accuracy are mandatory. The automotive industry relies on CNC grinding for crankshaft journals (maintaining diameter tolerances of ±2μm), fuel injection components (with surface finishes below 0.2μm Ra), and transmission gears (achieving profile modifications within 1μm). Aerospace manufacturers utilize CNC grinders for turbine blade root forms (contour accuracy within 3μm), engine bearing races (roundness below 0.5μm), and airframe structural components (residual stress-controlled grinding). The medical device industry employs CNC grinding for implant surfaces requiring specific texture profiles between 0.5-2μm Sa (areal roughness) and cutting tools with edge radii below 5μm. The machine tool industry depends on precision grinding for linear guideways (flatness within 2μm/m) and ball screw nuts (lead accuracy better than 5μm/300mm). Even consumer product manufacturers use CNC grinding for applications like smartphone camera lens mounts (positional accuracy within 3μm) and watch components (surface finishes to 0.05μm Ra). These diverse applications demonstrate CNC grinding’s unique capability to meet the most stringent surface quality and dimensional stability requirements across industries.

Technological advancements continue expanding CNC grinding capabilities through several key developments. High-speed grinding systems now operate at wheel speeds exceeding 200 m/s, enabled by reinforced wheel designs and advanced balancing systems that maintain dynamic stability. Intelligent process monitoring systems analyze acoustic emission signatures (in the 50kHz-1MHz range) and power consumption patterns to detect burn initiation or wheel loading before surface damage occurs. Machine designs increasingly incorporate thermal stability systems including coolant temperature control (±0.5°C) and symmetrical heat dissipation structures that minimize thermal drift during extended operations. Automation integration has advanced through robotic loading systems that handle delicate ground components without surface damage, often incorporating vision systems for precise workpiece positioning. Environmental considerations have led to development of minimum quantity lubrication (MQL) grinding systems that reduce coolant usage by 90% while maintaining process stability through precisely directed aerosol delivery. These innovations collectively push the boundaries of achievable precision while improving process sustainability and economic efficiency.

The operational parameters of CNC grinding processes require careful optimization to balance productivity with quality requirements. Depth of cut typically ranges from 1-20μm per pass for finish grinding, with feed rates adjusted to maintain specific material removal rates (Q’w) between 1-10mm³/mm/s for conventional grinding or up to 50mm³/mm/s for high-efficiency processes. Spark-out cycles (2-10 revolutions without feed) ensure dimensional stability by allowing elastic deflections to recover and residual vibrations to dissipate. Dressing parameters are precisely controlled – traverse rates of 50-500mm/min with dressing depths of 1-10μm per pass – to achieve desired wheel sharpness and form accuracy. The CNC systems store hundreds of grinding cycles with parameter sets optimized for different materials (hardened steels, ceramics, carbides) and operations (roughing, finishing, form grinding). Modern machines often include adaptive control systems that automatically adjust parameters based on real-time process feedback, maintaining consistent results despite wheel wear or material variations. This level of process control enables CNC grinders to achieve repeatability levels unmatched by conventional machining methods, making them indispensable for applications where microscopic differences significantly impact product performance or longevity.
Maintenance and calibration procedures for CNC grinders are critical to sustaining their precision capabilities. Regular geometric accuracy verification includes checking spindle perpendicularity (within 2μm/100mm), axis straightness (1μm/200mm), and positioning repeatability (±0.5μm). Wheel spindle bearings require periodic replacement (typically every 8,000-15,000 operating hours) to maintain vibration levels within specification. Coolant systems demand thorough cleaning and microbial control to prevent corrosion and maintain heat transfer efficiency. The CNC systems undergo routine validation of control loops and feedback systems, ensuring servo response characteristics remain within original specifications. Proper maintenance combined with controlled operating environments (temperature stability within ±1°C, humidity below 60% RH) enables high-precision CNC grinders to maintain specified accuracies for decades of service, representing long-term investments in manufacturing capability. Training programs for operators and programmers emphasize understanding grinding physics – including heat generation mechanisms, wheel-workpiece interactions, and metallurgical effects – to fully utilize the sophisticated capabilities of modern CNC grinding equipment.

Future developments in CNC grinding technology focus on increasing process intelligence and integration with digital manufacturing systems. Machine learning algorithms are being applied to optimize dressing cycles based on actual wheel wear patterns rather than fixed schedules. Digital twin technology creates virtual grinding process models that predict outcomes before physical machining begins. Advanced sensor systems measure subsurface workpiece conditions during grinding, enabling real-time adjustment to prevent thermal damage in sensitive materials. The integration of additive manufacturing with CNC grinding allows for hybrid processes that build and finish complex components in single setups. Standardization efforts aim to create unified data models for grinding processes that can be shared across machine platforms and locations. These innovations continue to elevate CNC grinding from a traditional finishing operation to a comprehensive precision manufacturing solution capable of meeting evolving industry demands for higher quality, increased efficiency, and greater process transparency in abrasive machining applications.


