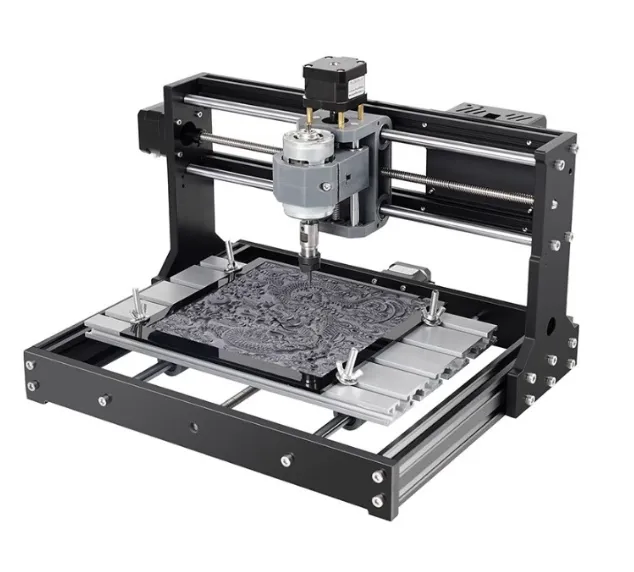
CNC engraving machines represent a specialized category of computer-controlled equipment designed for high-precision surface marking, decorative patterning, and fine-detail material removal across metals, plastics, woods, and composite materials. These systems utilize subtractive machining principles with exceptionally small cutting tools or focused energy beams to create permanent surface features ranging from microscopic alphanumeric characters to intricate artistic designs with positional accuracy exceeding ±0.01mm in industrial-grade models. The mechanical architecture of dedicated CNC engravers differs significantly from standard milling machines, featuring ultra-rigid frames constructed from polymer concrete or thermally stabilized aluminum alloys that minimize vibration during high-frequency tool movements. Precision linear motion systems employ ground ball screws or linear motors with optical encoders providing feedback resolution down to 0.1μm, enabling the reproduction of complex vector artwork and CAD designs with edge definition sharper than 25μm. Spindle configurations vary by application – high-speed air-bearing spindles (40,000-100,000 RPM) handle fine diamond drag engraving of hardened metals, while robust 24,000 RPM brushless DC spindles manage deeper relief carving in substrates like brass or acrylic.
 Modern CNC engraving systems incorporate multiple process technologies to address diverse material requirements. Rotary engraving employs carbide or diamond-tipped tools (typically 0.1-3mm diameter) that physically remove material through conventional cutting action, achieving depth control within 5μm per pass for applications like mold texturing or precision signage. Laser engraving modules (fiber lasers for metals, CO₂ lasers for organics) provide non-contact marking with spot sizes as small as 20μm, selectively altering surface chemistry through localized heating up to 10,000°C without mechanical tool wear. Diamond drag engravers exert controlled pressure (2-15N) to displace rather than cut material, producing bright marks on polished surfaces like stainless steel or anodized aluminum without generating chips. Advanced machines combine these technologies in hybrid configurations, automatically switching between laser marking and mechanical engraving within single workpieces – particularly valuable for security applications requiring both visible and covert identification features.
Modern CNC engraving systems incorporate multiple process technologies to address diverse material requirements. Rotary engraving employs carbide or diamond-tipped tools (typically 0.1-3mm diameter) that physically remove material through conventional cutting action, achieving depth control within 5μm per pass for applications like mold texturing or precision signage. Laser engraving modules (fiber lasers for metals, CO₂ lasers for organics) provide non-contact marking with spot sizes as small as 20μm, selectively altering surface chemistry through localized heating up to 10,000°C without mechanical tool wear. Diamond drag engravers exert controlled pressure (2-15N) to displace rather than cut material, producing bright marks on polished surfaces like stainless steel or anodized aluminum without generating chips. Advanced machines combine these technologies in hybrid configurations, automatically switching between laser marking and mechanical engraving within single workpieces – particularly valuable for security applications requiring both visible and covert identification features.
Control systems for CNC engraving equipment demand specialized software capabilities beyond standard milling operations. High-performance motion controllers process complex vector paths containing thousands of micro-movements while maintaining constant surface speed (CSS) to ensure uniform mark depth despite changing tool direction. The software stack includes advanced dithering algorithms that convert bitmap images into optimized toolpaths, preserving grayscale tonal values through variable depth or dot density engraving. For industrial marking applications, dedicated font engines support direct import of TrueType and OpenType fonts while maintaining stroke consistency across character sizes from 0.5mm to 100mm tall. Real-time quality control systems employ machine vision to verify mark legibility against ISO 1073 standards for alphanumeric characters or 2D matrix codes, with some implementations automatically adjusting power/focus parameters for lasers or tool pressure for drag engravers when inconsistent results are detected.
Workholding and material handling solutions on CNC engravers address the unique challenges of processing small, thin, or irregularly shaped items. Vacuum pods with zone control securely hold sheet materials as thin as 0.2mm without distortion, while magnetic chucks provide rapid fixturing for ferrous metals in high-volume production. Rotary axis attachments (4th axis) enable circumferential engraving of cylindrical objects like pens or medical devices, with synchronization accuracy ensuring seamless pattern matching at rotational speeds up to 300 RPM. Automated loading systems on production-grade machines utilize robotic arms or conveyor belts to process hundreds of parts per hour – particularly in applications like serial number marking for automotive components or decorative hardware engraving for luxury goods. Specialized fixtures accommodate challenging geometries, including jigs for engraving inside rings or custom nests for irregular electronic components requiring board-level markings.
Industrial applications of CNC engraving technology span critical identification, decorative, and functional surface modification requirements. The aerospace sector relies on permanent part marking (PPM) systems to engrave UID (Unique Identification) codes meeting MIL-STD-130 specifications, with character heights as small as 0.8mm and depth consistency within ±0.02mm across titanium and nickel alloy components. Medical device manufacturers utilize micro-engraving for surgical instrument identification (meeting UDI requirements) and textured surfaces on implants to promote osseointegration, with some applications requiring 3D surface roughness parameters (Sa) controlled between 1-5μm. The electronics industry employs PCB engraving for circuit board serialization and copper layer patterning, using specialized V-bit tools with 30-60° included angles to create clean traces without delamination. Even artistic applications demand engineering precision – currency engraving plates require contour accuracy within 2μm to prevent counterfeit reproduction, while luxury watchmakers utilize rose engine attachments to create guilloché patterns with optical-grade symmetry.

Technical innovations continue advancing CNC engraving capabilities through several key developments. Ultrafast femtosecond laser integration enables “cold ablation” marking of sensitive materials like glass or medical polymers without thermal damage zones. Adaptive depth control systems using real-time force feedback maintain consistent engraving depth despite material hardness variations in castings or forgings. Hybrid additive/subtractive systems now combine laser metal deposition with precision engraving to create textured functional surfaces in single setups. Machine learning algorithms analyze historical engraving data to automatically optimize toolpaths for specific material batches, reducing setup time by 30-50% in production environments. Environmental controls have also improved, with fully enclosed work areas maintaining temperature within ±0.5°C and humidity below 40% RH for micron-level process stability during extended engraving sessions.
Operational parameters for CNC engraving require meticulous adjustment based on material-tool-laser combinations. Mechanical engraving in brass typically employs 90° V-bit tools at 15,000-20,000 RPM with feed rates of 300-600mm/min and depth increments of 0.05-0.1mm per pass. Laser marking stainless steel might use 20W fiber lasers at 1000mm/s scan speed with 50kHz pulse frequency and 30μm spot size. Diamond drag engraving on hardened tool steel requires precise spring pressure calibration (usually 3-8N) and speed control between 100-300mm/min to achieve bright, chip-free marks. Coolant or air assist systems are carefully tuned – high-pressure air (6-8 bar) clears debris during deep metal engraving, while alcohol-based mists prevent resin buildup when laser marking certain plastics. The most advanced machines store hundreds of material-specific parameter sets and automatically recall appropriate settings when scanning barcodes on workpiece fixtures.

Maintenance protocols for CNC engraving equipment emphasize preserving its exceptional precision capabilities. Daily cleaning of optical components (laser lenses, camera sensors) with anhydrous alcohol prevents particulate accumulation that could distort beam focus. Linear guideways require weekly lubrication with ISO VG32-grade oil to maintain smooth micro-motion performance. Spindle runout verification (target <1μm TIR) should be performed monthly using test indicators, with bearing replacement recommended every 8,000 operating hours for high-RPM units. Laser sources in fiber systems typically maintain 80% output power for 50,000+ hours, but require periodic calibration to ensure consistent mark contrast. Comprehensive system calibration routines – including backlash measurement, rotary axis alignment, and laser focal plane verification – should be conducted quarterly or whenever workpieces exhibit marking inconsistencies beyond specified tolerances.
Future directions in CNC engraving technology focus on expanding material possibilities and process integration. Research into plasma-assisted laser engraving shows promise for marking previously “unengravable” materials like transparent polycarbonates or certain ceramics. The development of quantum dot marking techniques could enable microscopic, light-activated identifiers for anti-counterfeiting applications. Increased adoption of inline spectrophotometers will allow real-time adjustment of laser parameters to compensate for material color variations in production batches. Standardization efforts like IOTA (Industrial Optical Traceability Association) protocols aim to create universal marking data structures that carry manufacturing history within the engraved features themselves. As Industry 4.0 initiatives progress, CNC engraving systems are evolving into networked manufacturing nodes that not only apply marks but also verify their quality, log process data to blockchain systems, and adaptively adjust subsequent production steps based on engraved identifiers – transforming what was once a simple marking process into a sophisticated manufacturing control mechanism.


